
Bombas de alto rendimiento CTX




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
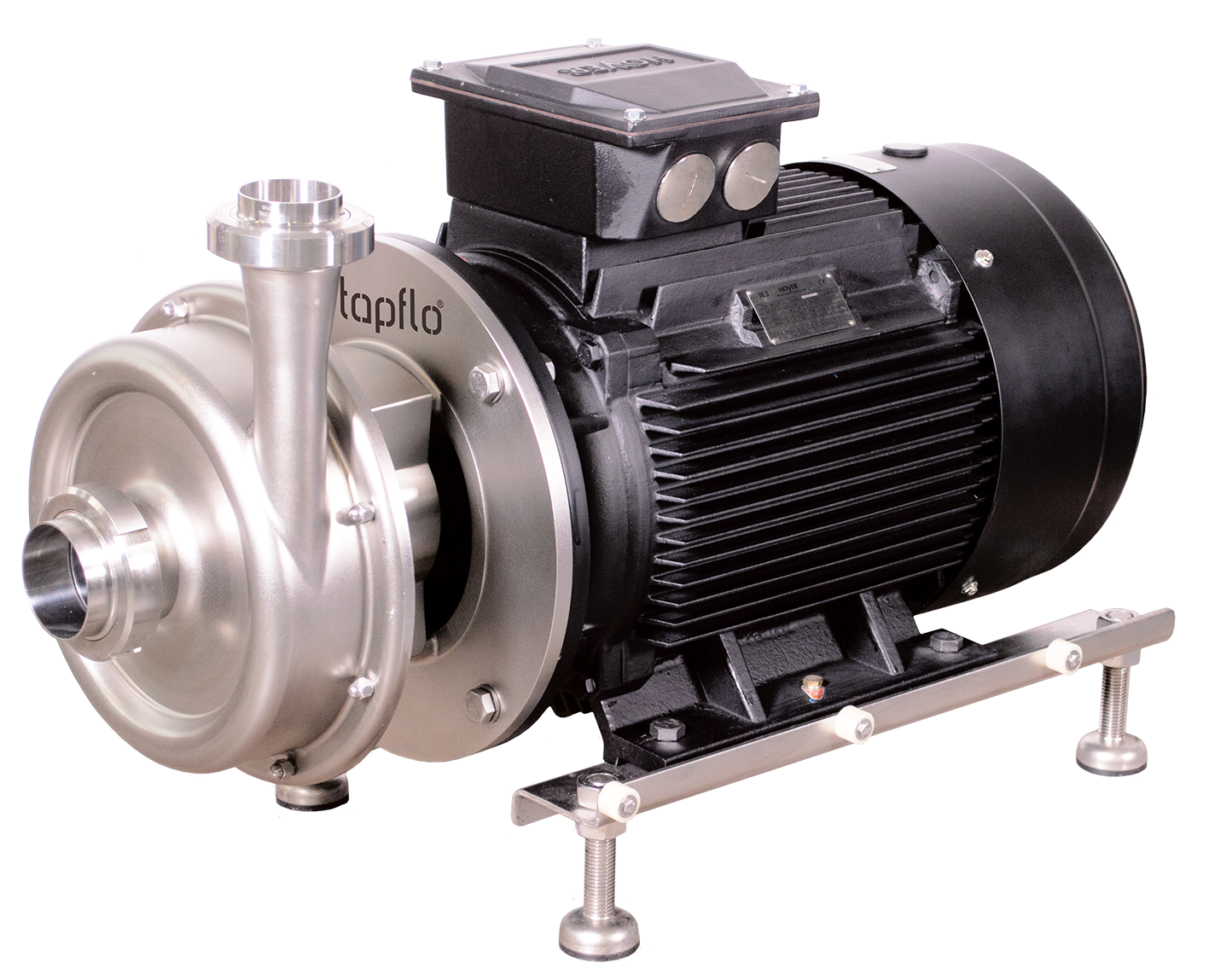
La serie de bombas Tapflo premium con un rendimiento superior
Gracias a la construcción robusta y al compacto y fiable diseño, las bombas CTX aseguran un funcionamiento de larga duración sin fallos, y por tanto, con tiempos de parada cortos.
Las bombas CTX están disponibles en versión higiénica (CTX H), y en versión industrial (CTX I).
CTX H – versión higiénica
- Partes húmedas electropulidas Ra<0.8 como estándar (Ra<0.5 bajo petición).
- Partes externas pulidas Ra<3.2 como estándar.
CTX I – versión industrial
- Partes húmedas y superficies externas pulidas Ra<3,2 como estándard.
Datos generales
Caudal: 2.5 – 125 m3/h
Max altura: 88 m
Rango de temperatura ambiente: -20 oC … + 40 oC
Rango de temperatura del liquid: -10 oC … + 120 oC
Características y beneficios
- Desiñada para aplicaciones donde se requiere alta eficiencia.
- El impulsor puede ser recortado al punto de servicio específico
- Disponible en ejecuciones higiénicas e industriales
- Construcción robusta y fácil mantenimiento así como paradas cortas
- Bajo ruido
- Concepto de diseño modular
- Baja vibración
- Bajo NPSHr
Amplia gama de aplicaciones
Alimentación y Bebidas CTX H
Bombeo de diversos ingredientes y productos como aceites comestibles, aditivos, alcohol y zumos. También para muchas aplicaciones auxiliares como el trasvase de líquidos de limpieza y agua.
Productos lácteos CTX H
Bombeo de leche, yogur, nata, cuajada y suero, leche desnatada, manquetilla, requesón, queso fundido, helado.
Química y Pharma CTX H & CTX I
Transporte de químicos y productos preparados desde tanques, containers y tolvas de preparación o desengrase. Transferencia de jabones, SLES, disolventes, cremas, aceites, alcohol, geles. Bombeo de productos de desecho.
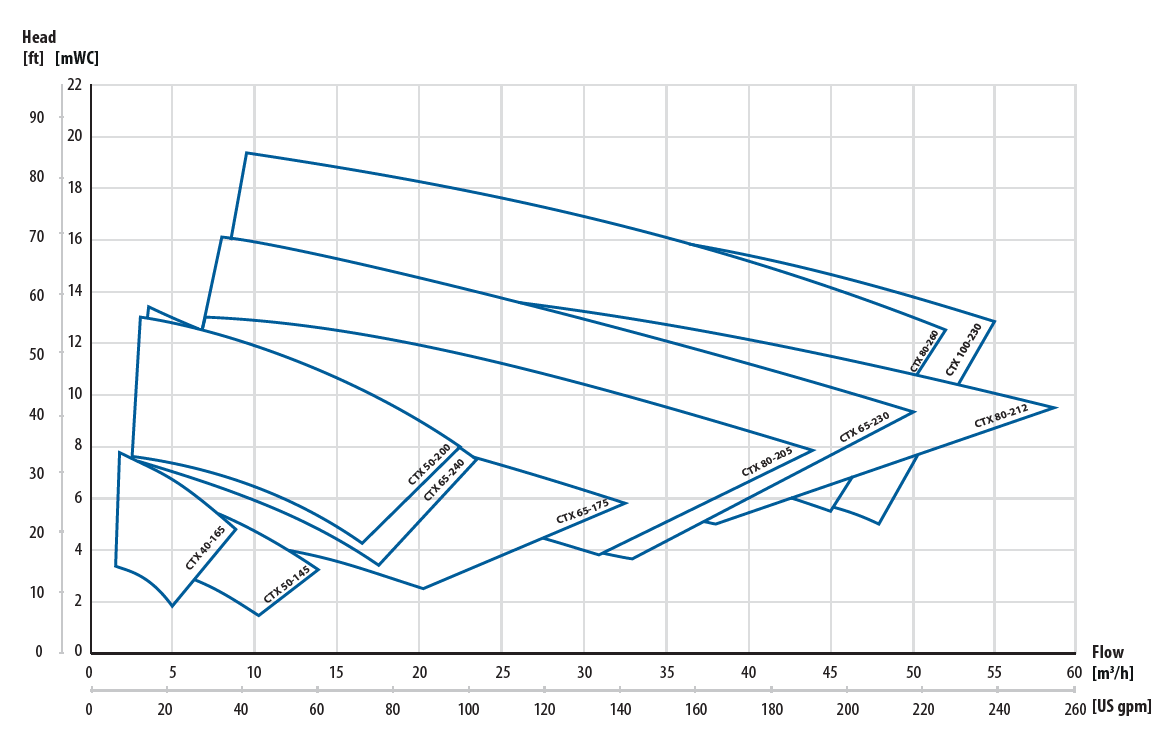
ρ = 1000 kg/m3, T = 20 oC, n = 1450 rpm (4 pole, 50 Hz)
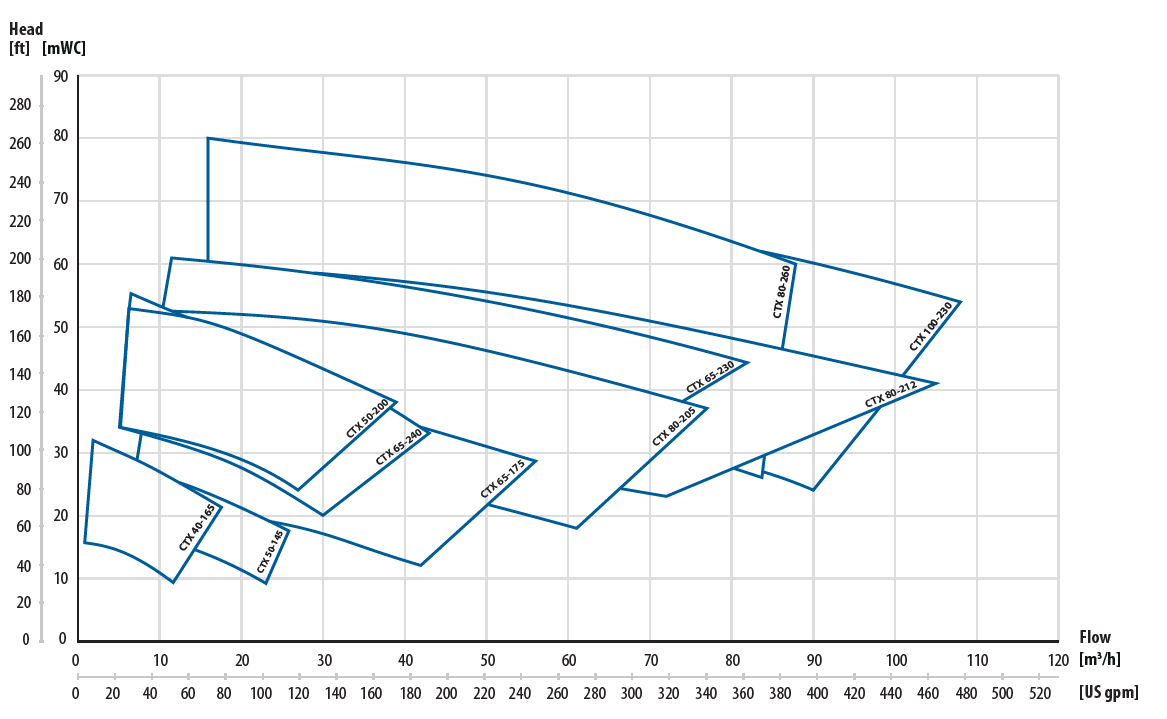
ρ = 1000 kg/m3, T = 20 oC, n = 2900 rpm (2 pole, 50 Hz)